The data acquisition system described here, can be used in various fields of sensors like in oil and gas fields, mining and chemical installations. It is much more an information system than simply a data acquisition system. The two fully separated parts are designed to be used in an ATEX context, but can also be used in a very common "Not ATEX" area, although such data acquisition systems already exist.
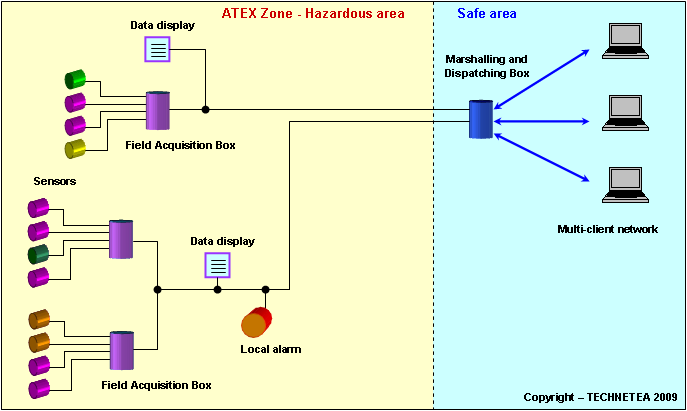
All the equipments within the hazardous area are ATEX certified for a use in potentially explosive atmospheres : sensors, Field Acquisition Boxes (FAB), data displays, alarm systems, ...
The Marshalling and Dispatching Box (MDB) installed in the "safe area" connects the data lines together, supplies the FABs and dispatches the data toward the computer system.
The function of a Field Acquisition Box (FAB) is predominant. The FAB is installed near the sensors to constitute as a sort of island of sensors which also reduces the wiring. It supplies the sensors, converts the electrical signals into calibrated numerical data, and ensures the communication with the MDB via an unified communication protocol.
It is nowadays obvious that data have always to be sent in calibrated formats representing real physical data (eg : psi). This represents the overriding point of the transition from a very basic data acquisition system to an accurate information system. By only sending raw data representing the output voltages of the sensors or 4-20 mA currents as frequently used, there is no possibility of local data displays, local alarms, remote servo loops, multi-client dispatching on the network. In the opposite way, downloading calibration files in the FABs close to the sensors, open a huge set of new possibilities like stand-alone modes, dataloggers, etc ... and represents one of the more essential points of what a modern data acquisition system of the 21st century should be :
- sturdy and fully ATEX designed for a use in hazardous areas Zone 1 and 2 (with sensors in Zone 0, 1 and 2)
- versatile and powerful to be able to be used in many different configurations
- fitted with fully numerical processing and communication for fast and easy connection to the computer system
- flexible and scalable to be able to be compatible with all sorts of sensors
- accurate and high-tech to deliver trusty data
- low-cost for fast deployment
Low-cost and high-tech
Low-cost and high-tech are not incompatible. Electronic equipments become less and less expensive, and always more and more sophisticated, because of powerful integrated circuits, while modern manufacturing processes allow incredible low cost.
Low-cost also concerns the time needed to develop the operating software of the computer system, as well as the power and the speed of those computers. As the FABs can be based on very powerful microcontrollers, the on-field data acquisition system acts as an interface to deliver standardized and still calibrated data from analog and also digital sensors, so that the computer system does not even know (and does not need to know) the technology of the connected sensors.
Filters, calibrations, physical calculations are processed at high speed and fast sampling by low-cost microcontrollers embedded in the FABs, so that all this huge processing work made on field in parallel and in real-time, allows the computer system to work more efficiently.
A real-time data protocol
Each measurement point on field is characterized by a label, which clearly identify the source of the information of a message, as well as the data structure and the unity used. That way, at any point of the network, a message with a label (e.g. 222) identifies for example always the pressure value of pump #1 in psi, independently of the type of sensor connected.
An additional identifying field called SDI (Source Destination Identifier) may be used to eventually identify each of several sensors installed at the same measurement point thus using the same label ; this option can be used to compare sensors under test, or for redundancy.
Finally, a fast characterizing field called "matrix", gives the validity of the message : "normal operation", "failure", "warning" or even "test data".
Data messages are sent in real-time at a defined rate by the FABs operating as master without any control of any computer ; this leads to operate as a full stand-alone system, not like some master-slave communication systems.
The connection between the computer system and the FABs can be easily used to send or receive some parameters or extra data.
Any information sent by a FAB can be redirected to another FAB located at any place of the on-field network even if it has been computed at the opposite side of the field ; indeed the MDB can retransmit any received message toward any data line. That way it is possible to compute in a FAB a data which also depends on another data originally computed in any other FAB.
Thus furthermore, as any information is clearly identify by its label, it is possible to display on small ATEX displays the data coming from any part of the field without any confusion, or to monitor a specific data (or range of data) to generate a local alarm.
Multi-client networking
As the MDB is able to dispatch data to several different clients on an Ethernet network, it is therefore possible to connect an extra computer (e.g. a laptop) aside the main computer system. That way, it is possible to run a secondary or temporary program :
- to assess a sensor connected on the field by using the ATEX network as a backbone without interfering with the main operational computer system
- to carry out a maintenance on some sophisticated sensors
- or any other application with a full isolated software : monitoring, debugging, etc ...
Maintenance
The firmware which is embedded in the FABs, can be updated on-the-fly as soon as the computer system detects that the firmware version is not compatible with what is expected. It is also possible to update the firmware manually with a laptop temporary connected as previously described.
Various equipments can be imagined for the system diagnosis, or to make the installation easier and faster. For instance, a display hand tool may be very useful to locally check a sensor by directly picking the computed data from the data bus while being near the FAB, without having to return to the computer room.